




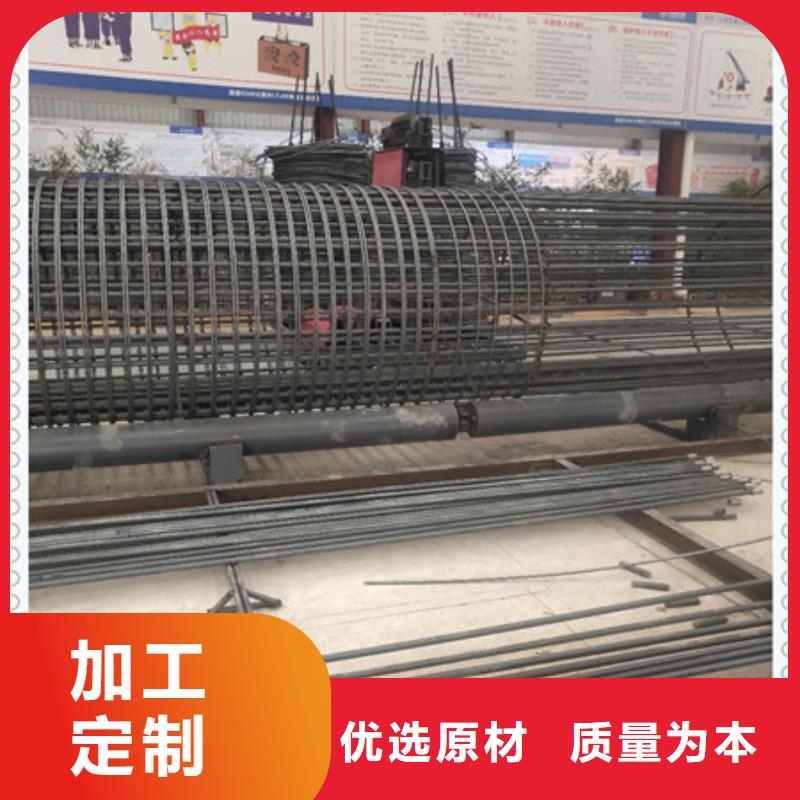
数控钢筋笼滚焊机的工作原理: 绕筋机根据施工要求,钢筋笼的主筋通过人工穿过固定盘相应模板圆孔至盘的相应孔中进行固定,把盘筋(绕筋)端头先焊接在一根主筋上,然后通过固定盘及盘转动把绕筋缠绕在主筋上(盘是一边一边后移),同时进行焊接,从而形成产品钢筋笼---这就是钻孔灌注桩钢筋笼滚焊机即“钢筋笼成型机”的工作原理。加强筋设在主筋内侧,并用三角内撑将它加固,在加强筋外侧点焊主筋,主筋与加强筋必须垂直,再绑扎箍筋,钢筋笼的加工,必须严格按照施工设计图和规范要求,配制好主筋的焊接长度为10D(双面焊),但施焊时,由于起落点都不饱满,达不到施工要求,所以焊缝长度易加1CM,接头位置要错开,距离应不少于规范要求。三、钢筋笼滚焊机加工钢筋笼的精度保障: 由于钢筋笼对于箍筋之间的间距精度要求非常高 所以一般作钢筋笼很难现代化施工要求。而建贸机械生产的数控钢筋笼滚焊机,是在工业PLC上设定间距参数,由PLC控制行走于变频电机的转速。从而有效保证其加工出来的产品。四、钢筋笼滚焊机的加工特性: 1、加工速度快:正常情况下备料及滚焊部分5人一班,分二班作业,10个人就可以加工出20多个12米长成品的笼子(备料、滚焊、加强筋安装、探测管安装、导向垫块安装等),工作效率非常高。 2、加工可靠:由于采用的是数控机械化作业,主筋、缠绕筋的间距均匀,钢筋笼直径一致,产品达到规范要求。在实际中手工生产钢筋笼时工程监理几乎每天都到加工现场进行检查,而使用机械加工后,机械化加工的钢筋笼都能达到监理要求,基本实行了免检。在加强筋内加焊十字支撑,起吊时先提吊点,使骨架稍稍提起,再与第二吊点同时起吊,待骨架离开地面后,吊点停止起吊,继续提升第二吊点。起吊要垂直,骨架入孔时应慢慢下放,严禁摆动碰撞孔壁。吊绳要采用四根一样长的,切不可采用两根对折吊装钢筋笼。
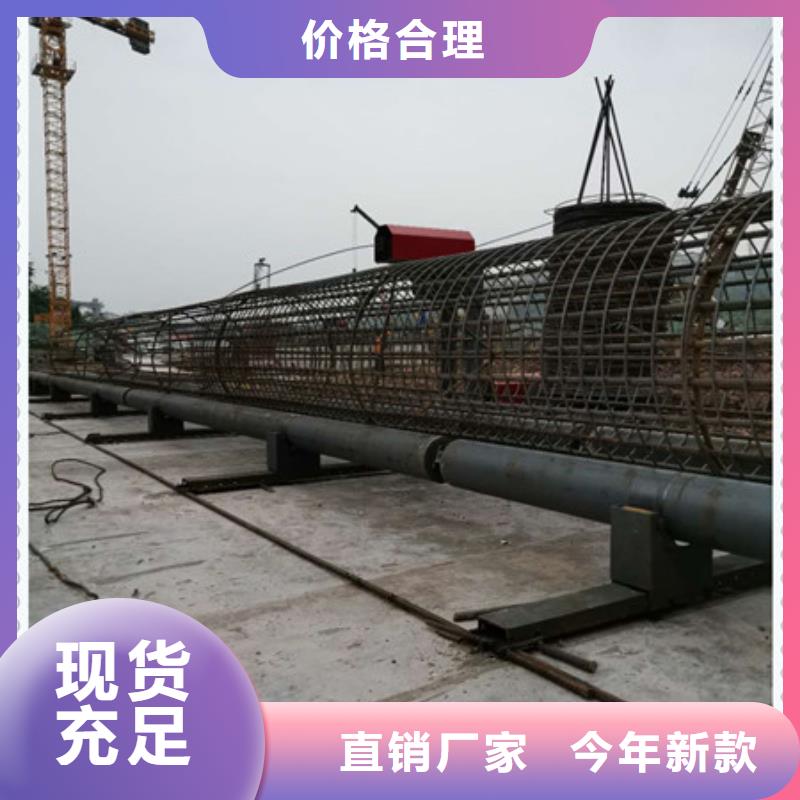
建贸钢筋笼双绕筋绕筋机欢迎咨询钢筋笼绕筋机箍加工:由于采用的是机械化作业,主筋,缠绕筋的间距均匀,钢筋笼直径一致,产品*完全达到规范要求。在实际中手工生产钢筋笼时工程监理几乎每天都到加工现场进行检查。河南建贸机械有限公司生产各种通用及专用钢筋笼绕筋机,适用于各种桩基内钢筋笼制造,钢筋笼绕筋机运行中工作原理:根据施工要求,钢筋笼的主筋通过专用模具制作完成(包括内支撑),把钢筋笼主筋放在钢筋笼绕筋机上,把盘筋(绕筋)端头先焊接在一根主筋上,然后通过传动托辊旋转以及小车的移动把盘筋绕在主筋上,同时进行焊接,从而形成成品钢筋笼,托辊滚动速度可根据操作手的熟练程度从低到高任意调整,盘筋间的间距可根据施工要求随时改动,同时可预先设置好参数,一个钢筋笼包括加密区、预留区到达位置,间距自动改变,钢筋笼成型,极大提高了工作效率。设备参数设备型号 1500 2000 2500适用桩径(mm) 600--2500钢筋笼标准长度(m)(其他长度可任意定制) 27。纵筋盘丝入料直接调直, 2.钢筋建筑网排焊机主体机架采用较厚钢板与型钢焊接而成,使主体结构更为牢固,紧凑, 3.钢筋建筑网排焊机电动机动力,采用同步控制技术。全自动数控钢筋笼绕筋机钢筋放线机构设置在移动旋转驱动机构一侧,主筋固定装置由将主筋一端固定的主筋固定器和用于架设主筋的主筋导管组成,主筋固定器设置在移动旋转驱动机构上,主筋导管设置在固定旋转驱动机构上,钢筋笼绕筋机主筋固定器和主筋导管是密布并且相对应的穿孔;焊接机械手安装在主筋导管一侧;随着科学技术的日益进步,工程机械将会发生翻天覆地的变化,那么未来工程机械可能出现哪些趋势呢?升级换代速度加快随着现代高新技术的发展,世界工程机械产品的技术发展和创新更加迅速,更新换代的周期越来越短,产品族群得以拓展,产品系列日臻完善。
 建贸机械设备有限公司
在各类建筑施工中,钢筋加工是一个重要的环节,尤其在桥梁施工中,钢筋笼的加工是基础建设的重要环节。在过去传统的施工中,钢筋笼采用手工轧制或手工焊接的方式,除了效率低下外,主要的缺点是制作的钢筋笼质量差,设备尺寸不规范,影响到工程建设的工期与质量钢筋加工主要包括钢筋的剪切、矫直、强化冷拉延伸、弯曲成型、滚焊成型、钢筋的连接、焊接钢筋网等。全自动钢筋笼绕筋机是将这些设备有机的结合在一起,使得钢筋笼的加工基本上实现机械化和自动化,减少了各个环节间的工艺时间和配合偏差,大大提高了钢筋笼成型的质量和效率,为钢筋笼的集中制作、统一配送提供了奠定了良好的技术和物质基础。同时,全自动钢筋笼绕筋机的使用将大大的减轻操作人员的劳动强度,为施工单位创造良好的经济效益和社会效益。全自动钢筋笼绕筋机的使用,开创了钢筋笼加工的新局面,是今后钢筋笼加工的发展方向。我们在使用机械时,不管质量再怎么好,使用寿命再怎么长,也是需要日常的精心维护保养,否则就会大大的折损机器的使用寿命。那么我们在使用前的检查工作也是必不可少的,接下来就给大家科普一下钢筋笼滚焊机的使用前检查工作。
建贸机械设备有限公司
在各类建筑施工中,钢筋加工是一个重要的环节,尤其在桥梁施工中,钢筋笼的加工是基础建设的重要环节。在过去传统的施工中,钢筋笼采用手工轧制或手工焊接的方式,除了效率低下外,主要的缺点是制作的钢筋笼质量差,设备尺寸不规范,影响到工程建设的工期与质量钢筋加工主要包括钢筋的剪切、矫直、强化冷拉延伸、弯曲成型、滚焊成型、钢筋的连接、焊接钢筋网等。全自动钢筋笼绕筋机是将这些设备有机的结合在一起,使得钢筋笼的加工基本上实现机械化和自动化,减少了各个环节间的工艺时间和配合偏差,大大提高了钢筋笼成型的质量和效率,为钢筋笼的集中制作、统一配送提供了奠定了良好的技术和物质基础。同时,全自动钢筋笼绕筋机的使用将大大的减轻操作人员的劳动强度,为施工单位创造良好的经济效益和社会效益。全自动钢筋笼绕筋机的使用,开创了钢筋笼加工的新局面,是今后钢筋笼加工的发展方向。我们在使用机械时,不管质量再怎么好,使用寿命再怎么长,也是需要日常的精心维护保养,否则就会大大的折损机器的使用寿命。那么我们在使用前的检查工作也是必不可少的,接下来就给大家科普一下钢筋笼滚焊机的使用前检查工作。
 德州双筋钢筋笼绕筋机厂家支持定制
建贸机械设备有限公司
锯床加工化、范围扩大化。提高锯切效率,尤其是提高厚材及硬金属锯切效率,避免锯切成为整条生产线的瓶颈,一直是锯切及锯床技术领域多年关注的焦点。锯床全数控化、网络化。大型工件的切割过程往往持续数小时,为保证一人多机的生产条件,提高锯切加工的精度和效率,锯切过程的全数控化势在必行。锯床锯条打齿的原因及以及解决方法:1、锯条齿型选择不当,主要表现为锯条齿距选择过大或齿锯过密,建议根据切割材质的直径或形状来选择适合的齿型。 2、选择的锯条质量太次,主要表现在锯条背材与齿部齿尖的质量,不具有抗磨损性。建议选择质量好的进口锯条。 3、资料是否进行有效固定,主要表现为切割过程中资料松动导致,建议检查液压虎钳装置是否完好,对于成束切割的要保证装置上压紧,同时对锯条进行有效张紧。 4、切割进给过大,主要表现在为了调高切割效率,而下降速度过快。建议减少进给量或选择更效率的锯床,进给过大,而锯条线速跟不上的话,容易导致此现象的呈现。 5、锯床排屑钢丝刷停止工作或过度磨损,主要表现在加工过程中不能有效扫除锯条齿部间锯屑,而带入下次切割循环中,导致切削残留,造成锯床锯条打齿。建议定时更换锯床钢丝刷。6、切削液使用浓度过低,不能很好的降低齿尖局部热量,没有起到维护锯条的作用。锯床加工化、范围扩大化。提高锯切效率,尤其是提高厚材及硬金属锯切效率,避免锯切成为整条生产线的瓶颈,一直是锯切及锯床技术领域多年关注的焦点。河南建贸机械锯床锯切不锈钢切削率达45cm2/min。大大提高生产效率,改善了锯切加工的经济性。锯切范围扩大化已是趋势,如目前我国大的带锯床G4240型锯床可切割直径为直径40cm以下整捆钢筋、管料和空心料。绕筋机
德州双筋钢筋笼绕筋机厂家支持定制
建贸机械设备有限公司
锯床加工化、范围扩大化。提高锯切效率,尤其是提高厚材及硬金属锯切效率,避免锯切成为整条生产线的瓶颈,一直是锯切及锯床技术领域多年关注的焦点。锯床全数控化、网络化。大型工件的切割过程往往持续数小时,为保证一人多机的生产条件,提高锯切加工的精度和效率,锯切过程的全数控化势在必行。锯床锯条打齿的原因及以及解决方法:1、锯条齿型选择不当,主要表现为锯条齿距选择过大或齿锯过密,建议根据切割材质的直径或形状来选择适合的齿型。 2、选择的锯条质量太次,主要表现在锯条背材与齿部齿尖的质量,不具有抗磨损性。建议选择质量好的进口锯条。 3、资料是否进行有效固定,主要表现为切割过程中资料松动导致,建议检查液压虎钳装置是否完好,对于成束切割的要保证装置上压紧,同时对锯条进行有效张紧。 4、切割进给过大,主要表现在为了调高切割效率,而下降速度过快。建议减少进给量或选择更效率的锯床,进给过大,而锯条线速跟不上的话,容易导致此现象的呈现。 5、锯床排屑钢丝刷停止工作或过度磨损,主要表现在加工过程中不能有效扫除锯条齿部间锯屑,而带入下次切割循环中,导致切削残留,造成锯床锯条打齿。建议定时更换锯床钢丝刷。6、切削液使用浓度过低,不能很好的降低齿尖局部热量,没有起到维护锯条的作用。锯床加工化、范围扩大化。提高锯切效率,尤其是提高厚材及硬金属锯切效率,避免锯切成为整条生产线的瓶颈,一直是锯切及锯床技术领域多年关注的焦点。河南建贸机械锯床锯切不锈钢切削率达45cm2/min。大大提高生产效率,改善了锯切加工的经济性。锯切范围扩大化已是趋势,如目前我国大的带锯床G4240型锯床可切割直径为直径40cm以下整捆钢筋、管料和空心料。绕筋机
 jmc
jmc
